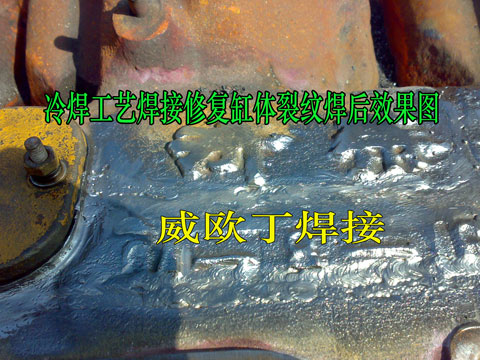
铸铁发动机水道冻裂纹了该如何焊接?
发动机如果出现裂解决问题的根本还是要用焊接的办法来解决的,采用铸工胶或者类似软钎焊的应用来修复发动机缸体裂纹是指标不治本,解决不了根本问题的。裂纹修复如果用焊接的方式来焊接的话,采用手工电焊是比较理想的一种焊接方式,而氩弧焊接铸铁则热影响过于集中热影响会比较大裂纹倾向也比较大了。从焊接工艺上来说热焊和冷焊两种常规焊接工艺,热焊来说一般现场很难具备热焊条件,所以抢修现场常规多选用冷焊工艺焊接,冷焊工艺对于铸铁焊条的抗裂性能及焊接过程的控制是尤为重要的。
1)焊条及工艺选择:选用铸铁焊条WEWELDING777冷焊工艺,焊条直径3.2mm,焊前不做热处理,控制好层间温度分段跳跃焊,焊后不做预热处理,焊后可进行机械加工。
2) 清除污物:将裂纹周围清洗干净,包括油污、铁锈,裂纹深处的油污和水用氧–乙炔火焰加热,直到不冒烟为止。
3)修整裂纹:在裂纹两端钻φ3mm的止裂孔。为了增大结合强度,沿裂纹方向用手砂轮开出U形坡口,坡口开度120°,深4-6mm。坡口两侧25mm以内用钢丝刷打光,露出金属表面。
4)施焊:运条方向由两端向中间进行,待整条裂纹焊补完毕后,再焊两端的止裂孔。焊接速度为3.2-3.5mm/s,电流为100A。
5)焊后PT探伤后试水,一切正常!维修焊接成功!
威欧丁(天津)焊接技术有限公司版权所有。转载请注明焊接技术网及原文地址。

