铝焊到底该选用铝氩弧焊还是铝脉冲气保焊,看绝对实用的建议!
前言:很多想自己投入设备加入铝焊业务,或者有的加工厂因为产品开发需要加入铝焊接业务,每个个体或者团体的铝焊目的和需求及要求不一样,选择的设备真的很关键,不然浪费钱不说,浪费的精力简直让人崩溃的都有。
焊接铝活是用脉冲气体保护焊还是交流脉冲氩弧焊取决于你的实际使用需求。
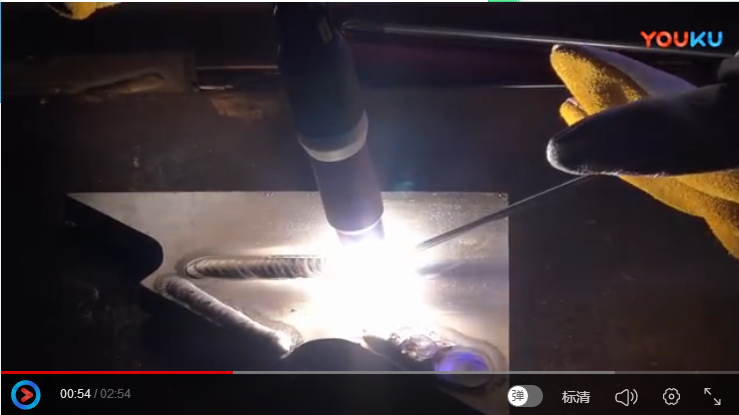
一、如果是小型修造厂,或者特种焊接门市,或者以修复为主或者小型铝合金件加工为主的,是强烈建议用铝氩弧焊接的,而不是脉冲气保焊,因为铝氩弧焊的焊缝输出质量和细节的控制是脉冲气体保护焊机的输出无法做到的。精的活适合铝氩弧氩弧,很多人不理解这个里面的一个区别。比较典型的如下铝合金氩弧焊接的操作及效果视频如下;
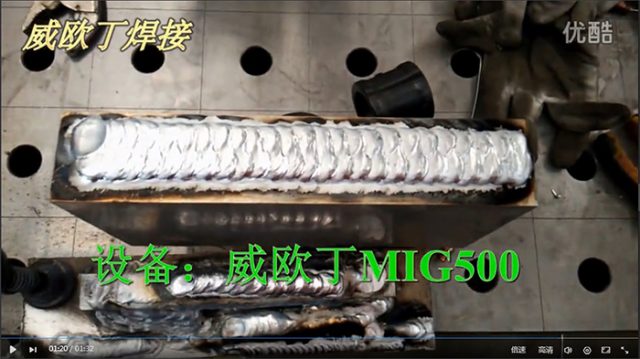
二、如果是批量大厚铝板料焊接加工,或者批量的结构件加工的,对于焊缝质量除了强度要求,其他的要求不高的情况下适合用双脉冲气体保护焊,这个在威欧丁MIG500焊接80毫米左右厚度的铝焊视频里面有说明的可以参考一下。比较典型的如下铝脉冲气保焊焊接的操作及效果视频如下;
综上所述:威欧丁焊接建议是焊接维修,铝精密焊接,铝承压件焊接后需要打压的,特别是拍片口,是建议用铝氩弧焊接,如果是大厚件,或者铝结构件,比如铝模板,铝架子,铝梯子,铝型材批量 焊接,这种类似的就适合铝脉冲气保焊。看完威欧丁焊接的介绍,你觉得还有什么要补充的呢?留言给我们。
威欧丁(天津)焊接技术有限公司版权所有。转载请注明焊接技术网及原文地址。

