亚铅合金氩弧焊焊丝使用注意事项
前言:之前我们在威欧丁焊接技术网站做了一期亚铅合金是如何焊接的 的专题,得到了很多焊接同仁的认可和关注,接下来我们针对这个亚铅合金焊接的时候需要注意的事项说明一下。
第一,焊接设备的选择,在亚铅合金是如何焊接的专题里面我们也了解了用WEWELDING53的低温铝焊丝焊接,那么焊接的时候也就是要用交流氩弧焊机来焊接的,也就是你的氩弧焊机要具备铝焊的功能。
第二,焊接前和铝焊一样需要处理锌合金亚铅合金表面的氧化膜,打到那种光亮状态,焊丝也是要用刀片刮得特别光亮,不要让氧化皮过多夹杂到焊缝。
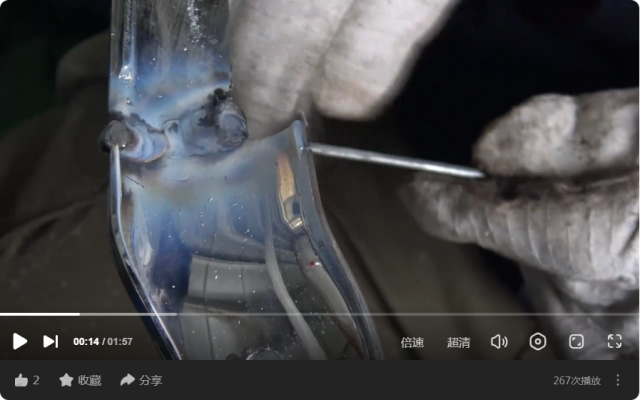
第三,锌合金熔点低,在焊接过程中锌容易烧损冒烟,这种是正常现象,但是我们在起弧形成熔池的时候一定要看准了熔池,什么意思呢,就是电弧形成,熔池形成的第一时间要快速,准确地把焊丝加入到熔池里面,焊枪继续往前走,形成第二个熔池然后往第二个熔池里面点焊丝,如此反复,就可以形成以WEWELDING53焊肉为焊层的焊道。在每个熔池形成的过程中和添焊加焊丝的过程中,都会有噗嗤一阵黑烟,就是这个过程要忽略它,一直持续往前焊接即可。
第四,每焊接一段焊道,用不锈钢小刷刷拭表面残留的烟灰就会出来白亮的焊层,这个焊层就是锌合金和低温的53焊丝混合成型物。
第五,重复以上操作完成焊接工作即可,就是这么简单,焊接操作视频如下:
威欧丁(天津)焊接技术有限公司版权所有。转载请注明焊接技术网及原文地址。

