(打假)真假WEWELDING600合金钢焊条说明
强调:
1、WE600是WEWELDING600简称,故造假者利用WEWELDING600的焊条简称WE600造假!市面上出现了很多很多以简称造假的假货!
2、黄色盒子包装全部为假货!!这些黄色盒子包装就是利用简称WE600造假!并且包装及焊条标头均无正品“WEWELDING”商标字样,所以黄色盒子的WEWELDING600是100%的假货!
3、任何采购WEWELDING600合金钢焊条的客户,请让您的卖家出示含有”WEWELDING600″商标的包装照片及含有“WEWELDING600”铭牌的焊条照片!
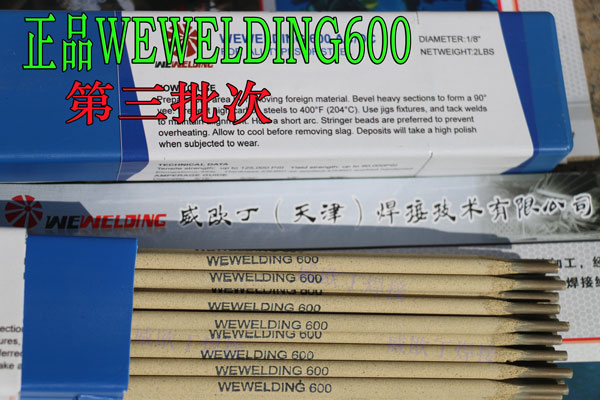
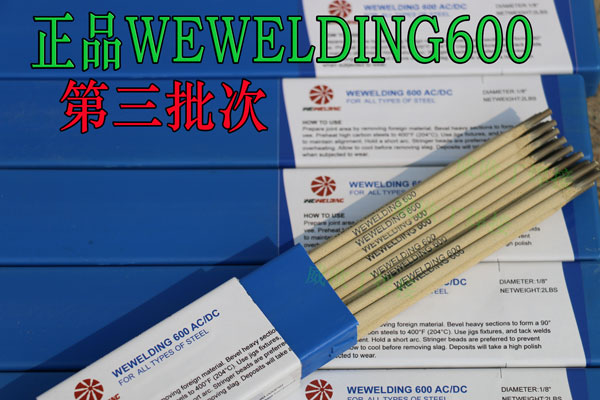
正品WEWELDING600(简称威欧丁600) 的照片
假冒的WEWELDING600焊条

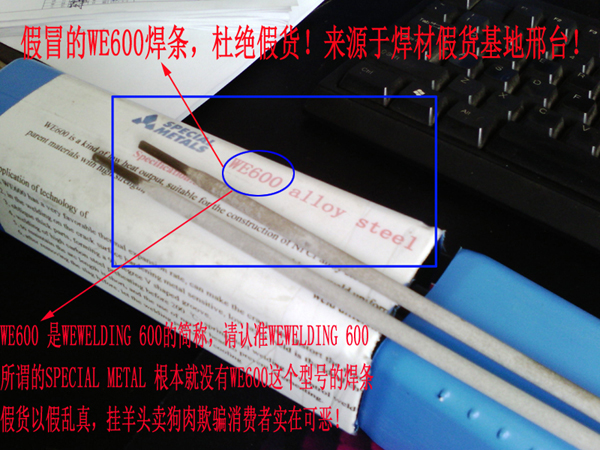
说明
最近在网上已经出现非常多的假货!这个制造假货的窝点来源于某假货基地,关注过威欧丁焊接的都应该知道这个假货基地在哪的!他们专门用挂羊头卖狗肉的方式骗取很多不懂技术的采购人员,给很多操作人员带来困扰和一些不可弥补的焊接质量问题!威欧丁焊接公司的所有产品都已经被他们假货!我们单位也正在收集证据,一旦证据充足会以法律途径去解决这个事情!为了证明是否属于威欧丁公司正品产品,在发货的时候会附带如下三种资料缺一个即是假货!请威欧丁焊接所有新老客户周知!
1、带威欧丁(天津)焊接技术有限公司公章的使用说明书!(必须加盖红章,复印章无效)
2、威欧丁(天津)焊接技术有限公司册子及材料单页!
3、威欧丁(天津)焊接技术有限公司技术人员名片!
4、个人用户可以要求威欧丁开具盖红章收据,单位用户可以要求开具发票(普通发票由威欧丁焊接公司开具,增值税发票由天津费德思开具)
WEWELDING 600 (简称威欧丁600) 的 简介
WE600为WEWELDING 600焊条的简称,WEWELDING 600是美国EUTECTIC CORPORATION出厂的牌号,2010年由威欧丁(天津)焊接技术有限公司引进中国大陆,并由此焊接技术公司在合金钢及异种钢的焊接修复领域加以研究和运用。WEWELDING 600在生产制造工艺中添加了含有能够强化电弧的高含量的二氧化硅和具有超高电离性的稳定的钛酸盐,从而使得电弧稳定性得到了极大的提高,因WEWELDING600合金钢焊条能够实现细滴过渡,这使得这类高合金化的焊条变得很不平常,对电弧长度变动不敏感,即弧长从接触到中等弧长的变动并不影响电弧的稳定性,这种特性使得非专业的焊工都能使用WEWELDING600合金钢焊条而不发生“粘弧”现象。
假冒的WEWELDING600(威欧丁600) 揭露
当假冒的WEWELDING600的骗子们用各种骗子伎俩来说明他们的WEWELDING600焊条是正品的时候,广大的使用者只需要他们提供两个东西即可辨别真伪!第一个是提供带有正品WEWELDING600商标标签的蓝色包装盒照片,第二个是提供带有WEWELDING 600商标的焊条标头照片,记住!一定是要清晰的照片,如果骗子以各种理由拒绝提供,或者挂羊头卖狗肉提供别的包装盒,或者模糊不清的混淆概念的包装及焊条标头照片,那么这些供应者就是假货骗子,销售的焊条就是假冒的WEWELDING600焊条!
WEWELDING600(简称威欧丁600) 特种合金钢焊条的特性
WEWELDING600是一种低热输出,适合全方位焊接的特种镍铬合金钢焊条,通用性极广,高强度一般母材强度设计,具有优良的焊接工艺性能,电弧稳定,焊缝均匀美观,在有油、水及铁锈的条件下也能焊接效果优异,可以焊接不同的钢。
WEWELDING600(简称威欧丁600)特种合金钢焊条的应用
适用于焊接工具和模具、高速工具钢、热作工具钢、锰钢、铸钢、T-1钢、耐震钢、钒-钼钢、弹簧钢、马氏体不锈钢、奥氏体不锈钢、铁素体不锈钢、未知钢、以及各种不同类型钢材之间的焊接等。如用于高压阀门、断裂螺栓的清除、轴的改造等等,效果非常理想。
WEWELDING600(简称威欧丁600)特种合金钢焊条的技术参数
抗拉强度:125,000 psi (862MPa)
屈服强度: 90,000 psi (620MPa)
延伸率:35%
焊后硬度:HRC23 (工作硬化后达到HRC47)
电源选择:交直流两用,直流时直流反接
WEWELDING600(简称威欧丁600)特种合金钢焊条的工艺参数
直径(毫米) φ2.4 φ3.2 φ4.0
电流(安培) 40-80 65-120 90-150
包装重量(磅) 2 2 2
WEWELDING600(简称威欧丁600)特种合金钢焊条的适用工艺
1、WEWELDING600具有非常有利的热胀冷缩率,可使裂缝和扭曲降低很多。
2、在焊接对裂纹敏感的表面硬化金属时,作低层焊缝是理想的选择。
3、斜切厚重零件,形成一个90度的V形凹槽。
4、焊接高碳钢前须预热200℃;焊接弹簧钢时要控制焊接温度,以防弹簧软化。
5、维持短的电弧长度,并使用窄焊道以防止过热。
6、在除去熔渣之前,先让焊接部位冷却。
威欧丁(天津)焊接技术有限公司版权所有。转载请注明焊接技术网及原文地址。

