179度低温铝焊接套装如何焊接铝水箱?
前言:铝水箱的,铝中冷器,铝冷凝器,铝油冷器等等这类铝制散热器式的焊接大多数会采用火焰钎焊的焊接方式,下面我们会对常见的火焰焊接的几种方法做一个评说和比较,让同仁看过一目了然,同时对比几种不同的焊接方法以后,我们会专门对179度的低温铝焊接套装做一个详细的讲解,和视频参考。
铝水箱常采用的焊接方法的分析和说明
方法一:4047的铝硅焊丝配合201的焊粉的焊接,焊丝的工作温度在580-620度,此法是民间和散热器厂在对缺陷散热器检修的时候常采用的方法,此法对于焊丝的成本要求非常之低,但是对于焊接手法没有相当功底的人是无法操作得了的,况且4047对于散热器根部的焊接是它的一个软肋,因为根部的一个厚一个薄基本上限定了4047对于根部的焊接,如果您是高手可以选择4047的焊接方法,新手也可以尝试使用,关于价格问题可以点击此处进行了解
方法二:WE53+WE-Q303的低温铝焊接套装,套装中两种焊丝的熔点温度分别为:WE53是385-400,WE-Q303是430-480,就是我们之前在全国各地广泛推广的,也是目前最适合大众新手使用的焊接方法,此法可以达到4047的焊接效果,但是比起4047来说,操作更加容易一些,并且无需要配合焊粉使用,配合WE53及WE-Q303的详细使用操作说明书,可以使新手很快掌握焊修铝水箱的焊接技巧,关于套装的详细介绍及价格问题可以点击此处进行了解
方法三;179度低温铝焊接套装,就是威欧丁低温179度的低温铝焊丝配合威欧丁51-F的焊剂焊接,焊丝的熔点温度是179度,也就是我们今天要说的套装,这种的优点是无需要焊接水箱的经验,因为温度很太低绝对不会烧坏管,可以实现反复的焊接,就像锡焊焊接铜水箱一样那么简单!不足就是不适合焊接大的缺陷,小的漏点修复,比如扁管的裂纹,根部的渗漏是非常好的,强度上较之WE53和WE-Q303要稍微差一些,但是应对渗漏还是足够的。关于低温179度的低温铝焊丝和助焊剂套装介绍及价格可以点击此处进行了解
低温179度的焊丝和焊剂套装情况简介
低温179度的焊丝和焊剂套装是一个统称叫法,这是不得已的办法,关注过威欧丁焊接的朋友也可能了解到威欧丁公司很多产品被卖假货的人假冒,当我们公司刚出来什么新产品比如叫ABC的焊条或者焊丝,他们立马会在互联网的所有的平台发布ABC的假货,而实际上他们发货又是挂羊头卖狗肉,可恶的很,比如之前被很多客户投诉的河北某假货基地将假冒的WE53的焊条投放淘宝,阿里巴巴这些平台,很多人上当受骗,他们是如何行骗可以了解专题:焊材假货基地邢台销售的假冒WE53低温铝焊丝
低温179度的焊丝和焊剂套装价格及包含
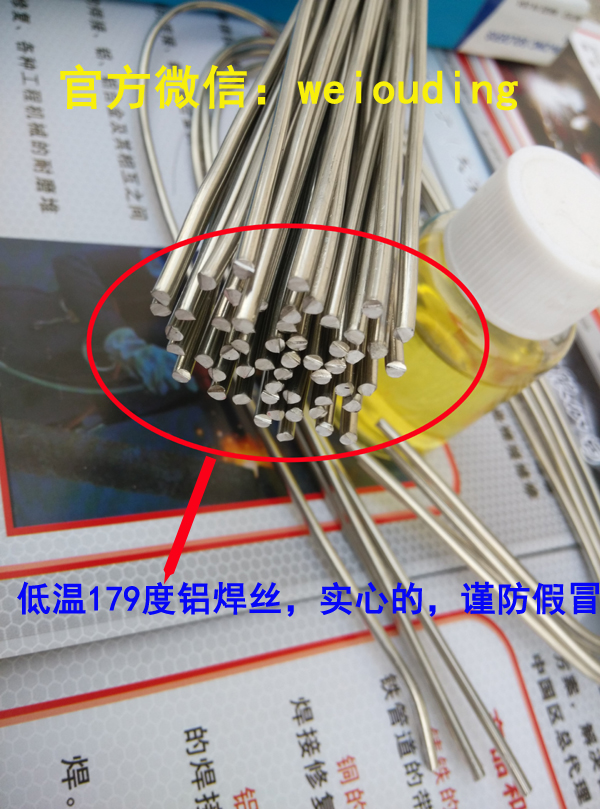
4根179度威欧丁低温铝焊丝(焊丝规格为2.3毫米直径,450毫米长),和1瓶30克助焊剂样品,30克助焊剂样品可够6-7根焊丝使用量。套装的费用是110元,运费10元。
正品低温179度的焊丝和焊剂套装在线购买方式
电脑用户:点击此处进入威欧丁官方阿里巴巴店铺购买
手机用户:点击此处进入威欧丁官方微商城购买
低温179度的焊丝和焊剂套装使用原理
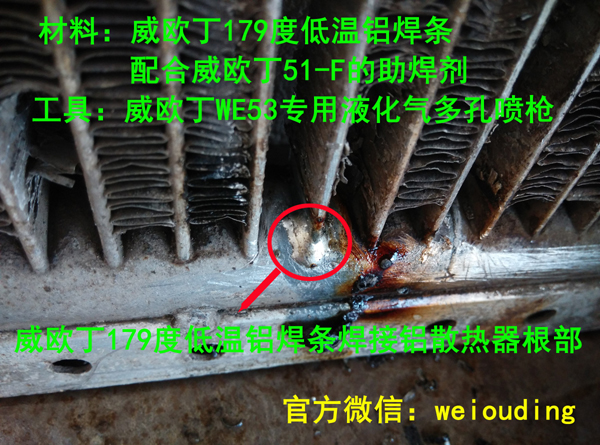
焊接材料:低温179度威欧丁低温铝焊丝 和威欧丁51-F的助焊剂
焊接工具:WE53专用液化气多孔喷枪
焊接原理:
1)加热被焊母材。目的是使焊接的工件加热到100多度
2)破除金属张力。在威欧丁51-F焊剂的作用下破除金属表面的金属张力,此过程可以有两种方法,一种可以先在母材焊接处抹上少许威欧丁51-F焊剂,用多孔喷枪加热母材(注意此时千万不要用火烧到威欧丁51-F焊剂,主要靠母体热传导使M51-F剧烈沸腾)直至威欧丁51-F焊剂剧烈沸腾就可以下焊丝;另外一种可以先不在母材焊接处抹焊剂,可以直接加热,然后用焊丝沾着威欧丁51-F焊剂下焊丝于焊接处。
3)表面温度如果够的话,会成型一条非常亮白的焊缝,自然缓冷,用温水清洗表面的残留威欧丁51-F焊剂
低温179度的焊丝和焊剂套装焊接铝水箱照片



低温179度的焊丝和焊剂套装使用视频分解
1、焊接散热器扁管的时候,火焰可以加热焊接部位旁边,完全靠母体热传导熔化焊丝成型,可以参考下面的视频,大家可以看到几乎是没有用WE53的焊枪烤到焊丝和焊剂的一直是主要加热母体。
2、因为套装中焊丝的熔点比较低,所以火焰温度是个关键点,温度不能够不够,但是也不能够太高,所以看视频是用焊丝沾焊剂尝试性涂焊于焊接部位,如果母体温度达到温度,涂上去就会熔化,但是温度也不能够过烧,这个时候焊枪的热源就需要多晃动一下,使得焊接部位热传导温度不要过分高,如果出现过分高,就应该迅速再用焊丝沾焊剂涂于焊接部位,重新沾一些焊剂可以重新激活之前过烧的焊缝。
3、焊接根部的时候主要加热厚板侧,加热稍许,用焊丝沾焊剂少量涂抹,持续加热,但是加热的部位千万不要是涂抹焊剂的部位,而是涂抹焊剂旁边的部位,这样不至于焊剂失去活性,又可以让焊剂破除铝金属表面张力,为后续焊丝成型做准备打下基础
4、在第3部完成之后,稍许加热后就用焊丝沾焊剂涂于焊接部位,让加热后的母体热传导焊丝熔化成型。如果成型不好或者没有成型,可以继续用焊丝沾焊剂涂焊接部位,直到焊丝成型。
低温179度的焊丝和焊剂套装使用视频
1、179度威欧丁低温铝焊条解决铝水箱管根焊接

2、威欧丁179度低温铝焊接套装焊接铝水箱根部视频

3、威欧丁179度低温铝焊接套装焊接不拆水箱的扁管焊接
低温179度的焊丝和焊剂套装照片

威欧丁(天津)焊接技术有限公司版权所有。转载请注明焊接技术网及原文地址。

